


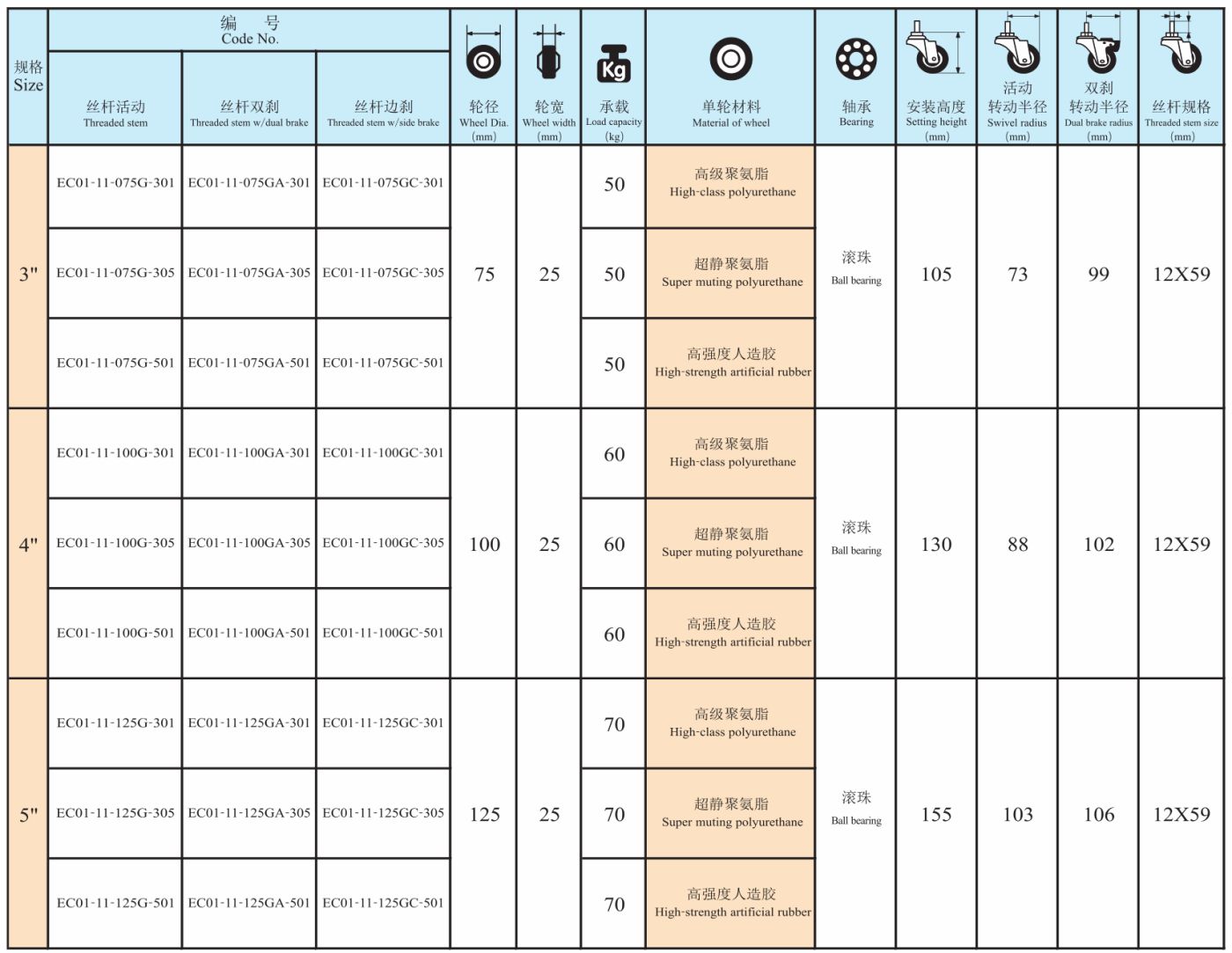
Stem Swivel na may Dual Brake PU Caster na May Lumalawak na Adapter

High-class na PU caster

Super muting PU caster

High-strength na artipisyal na rubber caster
1. Mataas na kalidad ng mga materyales na binili na may mahigpit na pagsusuri sa kalidad.
2. Mahigpit na sinuri ang bawat produkto bago i-pack.
3. Kami ay propesyonal na tagagawa para sa higit sa 25 taon.
4. Trial order o mixed orders ay tinatanggap.
5. Ang mga order ng OEM ay malugod na tinatanggap.
6. Mabilis na paghahatid.
7) Anumang uri ng mga kastor at gulong ay maaaring ipasadya.

Pinagtibay namin ang advanced na teknolohiya, kagamitan at mga de-kalidad na materyales para matiyak ang flexibility, kaginhawahan at tibay ng aming mga produkto.Sa iba't ibang pagkakataon, ang aming mga produkto ay may pagkasira, banggaan, kemikal na kaagnasan, mababang/mataas na temperatura na panlaban, trackless, proteksyon sa sahig at mababang ingay.

Pagsubok

Workshop
1, intensity
1) Ang pagsubok sa lakas o inspeksyon ng sampling ay dapat isagawa alinsunod sa mga guhit ng disenyo at mga kinakailangan sa pagproseso.Ang hardness tester ay dapat suriin gamit ang karaniwang bloke, at ang intensity ng pagsubok ay maaaring isagawa pagkatapos ng kumpirmasyon.Ang mga bahaging ginagamot sa init ay sinusuri gamit ang Rockwell hardness tester.
2) Bago subukan ang lakas, ang ibabaw ng mga bahagi ay dapat na malinis at malinis, oxide scale, carburized layer at burrs ay dapat na alisin, at walang mga kilalang machining mark sa ibabaw.Ang temperatura ng mga nasubok na bahagi ay batay sa panloob na temperatura, o bahagyang mas mataas kaysa sa panloob na temperatura.Ang temperatura ay limitado sa lahat ay dapat na maayos na maunawaan ito.
3) Ang mga bahagi ng inspeksyon ng lakas ay dapat na linawin ayon sa mga dokumento ng proseso o ng mga tauhan ng inspeksyon at pagproseso.Ang lakas ng inspeksyon ng posisyon ng paggamot sa init ay hindi bababa sa 1 punto, at ang bawat punto ay hindi bababa sa 3 puntos.Ang hindi pantay ng pangkalahatang halaga ng lakas ay dapat na mas mababa sa o katumbas ng HRC5 degrees.
2, pagpapapangit
1) Ang mga bahagi ng metal sheet ay inilalagay sa platform ng serbisyo sa pagsubok na may micrometer upang makita ang kanilang hindi pagkakapantay-pantay.
2) Para sa mga bahagi ng baras, gumamit ng mga nakatulis o hugis-V na mga bloke upang suportahan ang magkabilang panig ng punto.Gumamit ng inner diameter dial indicator para sukatin ang axial vibration.Maaaring suriin ang mga pinong bahagi ng baras sa website gamit ang micrometer.
3) Para sa mga bilog na bahagi, gumamit ng inner diameter dial gauge, micrometer, thread plug gauge, inner diameter dial gauge, thread plug gauge, ring gauge, atbp. upang siyasatin ang panloob na butas, panloob na thread, panlabas na thread at iba pang mga detalye ng mga bahagi.
4) Mga espesyal na tool sa pagsubok para sa hindi karaniwang mga panlabas na thread na susuriin at mga natatanging bahagi.
3. Hitsura: Gamitin ang iyong mga mata upang pagmasdan kung may mga bitak, paso, katok, itim na batik, kalawang, atbp. sa ibabaw.Para sa mga pangunahing bahagi o bahagi na madaling mabibitak, gumamit ng gasoline blasting at iba pang paraan upang suriin.
4. Mga Tampok: pagsubok sa pamamagitan ng mga kagamitan sa pagsubok.
Mga kategorya ng produkto
-

Caster 75mm, 100mm, 125mm Swivel PU Trolley Cas...
-

Caster Solid stem type W/Dual Brake PU Wheels(Z...
-

China PU Trolley Wholesale Caster Wheel Manufac...
-

China OEM Castor Factories Hotel Soft TPR Stem ...
-

Customized Industrial Zinc Plating Caster Na May ...
-

Fat Caster China Supplier Big Plate Swivel Nyl...
-

Extra Heavy Duty Top plate type-Swivel/Rigid/Br...
-

Industrial Caster Black PP Wheel China Factorie...
-

Industrial Caster Supplier Trolley Black PP St...
-

Panlaban sa lock-shock ng Direksyon ng Industrial Caster...
-

Industrial Shock resistance Umiikot na TPR/Endurant...
-

Light Duty 3 Inch Black PU Swivel Castor na may S...
-

OEM Caster Industrial Equipment Chrome Plating ...
-

OEM Caster China Manufacturer Hindi kinakalawang na Asero B...
-

Pneumatic Caster Top plate Umiikot/Matibay na uri ng Ru...
-

OEM Shopping Trolley PU Caster China Factory ...






















